Types of Plastic for CNC Machining Materials
CNC machined plastics are widely used in every major industry from construction to automotive. Listed below are the types of plastics that Gazfull offers for on-demand custom manufacturing.
Table of Contents
ToggleMachining Plastics Offered
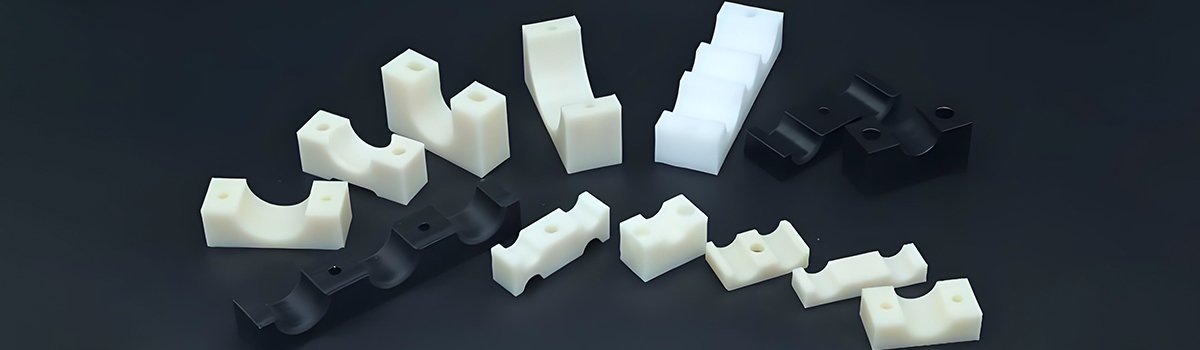
CNC plastics can be used for a range of parts from prototypes to engineering models to end-use components. While plastics can be hard to machine, oftentimes their lightweight and denseness paired with simple geometries may be more suitable to machining than 3D printing or injection molding. Many of the following materials are extremely durable with high fatigue resistance, inertness, and shock absorbance. Other plastics are general-use materials that are more easily machined and are therefore suitable for testing designs at a low cost, like ABS. Depending on the nature of your project, machined plastic may the best material for your custom parts. Explore our materials in depth below:
CNC Machining in HDPE
High-Density Polyethylene or HDPE is an engineering plastic that is employed extensively in the packaging industry. CNC machining in HDPE can also be used to create components for the construction, electrical, and automotive industries, among others. HDPE has an excellent strength-to-weight ratio, as well as good chemical and moisture resistance.

About HDPE for CNC Machining
HDPE is sometimes called PEHD (polyethylene high-density) and is part of the polyethylene (PE) family of plastics. Despite its name, HDPE has only marginally higher density than LDPE (low-density polyethylene). However, the difference in strength between the two plastics is more significant than the difference in density. This makes HDPE a great choice for applications that require high strength and low weight. CNC machining in HDPE is similar to that of other engineering plastics.
HDPE at a Glance
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
Piping, conveyor screws, packaging and containers | High chemical and moisture resistance, high strength-to-density ratio, FDA-compliant for food storage | High thermal expansion, poor bondability | Starting at 3 days | Medium ($$) | Standard ±0.010″; ±0.002″ are achievable; sub-±0.002″ are available after manual review |
Generic HDPE
CNC machining in HDPE produces strong but lightweight parts. HDPE parts also have excellent corrosion resistance against a wide range of chemicals. Typical applications include boat components, piping, and containers.
General HDPE Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature @ 0.45MPa | Melting Point (°C) |
|---|---|---|---|---|
20-30 | >500 | 60-70 | 45-60 | 130-137 |
Note: For reference only. Values can vary slightly depending on the grade, manufacturer, processing methods, and additives.
Finishes
Like other plastics in the PE family, HDPE is highly resistant to coatings. It resists adhesives for much the same reason and, as such, needs to be bonded via plastic welding. HDPE is most often available in white, but can occasionally be found in other colors. We recommend leaving HDPE parts in their “as-machined” state for the reasons mentioned above.
As Machined: The challenges of CNC machining in HDPE are similar to those experienced with other engineering plastics. The machined surface of HDPE has a matte finish.
Bead Blast: For a more uniform surface finish, the part can be bead blasted with fine glass beads to remove tooling marks and increase the matte appearance. However, bead blasting plastics may cause uneven surfaces or may damage finely detailed features.
Cost-saving Design Tips
CNC machining in HDPE can produce lightweight and low-cost components. Below are some additional cost-saving tips to make production more economical.
Sub-assemblies: HDPE is purchased as sheet or bar stock in varying sizes. Designing parts as separate components that can then be assembled into the final whole is often a good idea. As mentioned above, HDPE does not work well with adhesives but can be welded. Alternatively, mechanical fasteners can be used to bolt components together.
Tolerancing: Due to its tendency to expand heavily when exposed to heat, achieving extra-tight tolerances in working with HDPE can be challenging. We recommend only calling out tolerances tighter than +/- 0.010″ when necessary to reduce the increased scrap, cost, and lead times associated with tight tolerances on plastics like these.
Acetal (Delrin) CNC Machining
Acetal is a high-strength thermoplastic also known by its brand names, Delrin®, Tecaform® and Sustarin®. It has exceptional mechanical properties and temperature resistance when compared to other, more common plastics. It is easy to machine and has excellent dimensional stability. This combination of properties makes CNC machining in Delrin perfect for high-precision mechanical components such as gears and bearings. Delrin parts can be found in consumer electronics such as printers and televisions.

Acetal CNC Machining
Delrin is the DuPont trade name for homopolymer acetal. It has better mechanical properties than acetal copolymer with a notable improvement in impact resistance. In addition to its exceptional mechanical properties, CNC machined acetal offers superior dimensional stability that makes it ideal for high-precision parts.
Acetal At a Glance
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
High-precision mechanical parts such as bearings, bushings, gears, and valve components | Good fatigue resistance, low friction, good overall toughness, moisture resistant | Centerline porosity, limited chemical resistance, tendency to creep under constant load | Starting at 3 days | Medium ($$) | Standard ±0.010″; ±0.001″ are achievable; sub-±0.001″ are available after manual review |
Delrin 150
Due to its high impact resistance and low friction characteristics, CNC-machined Delrin is ideal for gears, door system components, and bushings. It is a lightweight and cheap alternative to metal parts and, in many ways, bridges the gap between plastics and metals. Delrin can also maintain its properties across a temperature range of -40C to 120C, which is a much bigger range than most other plastics can tolerate.
Delrin 150 Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Rockwell M) | Heat Deflection Temperature (°C) at 0.46 MPa | Melting Point (°C) |
|---|---|---|---|---|
73-76 | 25-45 | 94 | 160-169 | 175-178 |
Note: For reference only. Values can vary slightly depending on the grade and manufacturer.
Delrin 100 (AF)
Delrin 100 AF is a Delrin blend infused with PTFE (Teflon) fibers to enhance the wear resistance and low-friction properties of the material. This makes the material especially suitable for applications that require low wear or low friction, such as with bearings. The PTFE fibers also help improve the strength, toughness, and dimensional stability of the material.
Delrin 100 (AF) Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Rockwell M) | Heat Deflection Temperature (°C) at 0.46 MPa | Melting Point (°C) |
|---|---|---|---|---|
53-56 | 10-19 | 77 | 160-169 | 175-178 |
Note: For reference only. Values can vary slightly depending on the grade and manufacturer.
Finishes
As is the case with most plastics for machining, acetal parts can only accept a few types of surface finishes. Below are our main surface finishing options for CNC-machined acetal/Delrin components.
As Machined: It is possible to create an excellent surface finish fresh from the CNC machine. Gazfull manufacturers achieve this using sharp HSS (high-speed steel) cutting tools with appropriate high rake and relief angles.
Bead Blast: Tool marks are generally noticeable on CNC-machined acetal or Delrin parts. Bead blasting can be performed to mitigate tool marks. It is important to note that surface color will lighten with bead blasting, causing black materials to appear dark gray after processing.
Cost-saving Design Tips
Acetal (Delrin) is one of the more expensive plastics on the market, so it is important to follow the cost-saving principles below.
Design to standard sizes: Acetal is typically supplied in sheets of standard thicknesses or in extruded forms such as solid bars. Ensuring your part fits within standard stock sizes can help reduce material waste and avoid custom stock orders, which increase cost and lead time.
Do not aim for minimum wall thickness: Although achievable, minimum wall thicknesses may be difficult to fixture and reproduce without flex, warp, or chatter, and can drive pricing up. We do not recommend going below 0.060″-0.080″ in wall thickness for acetal components.
Polypropylene (PP) CNC Machining
Polypropylene (PP) is a semi-crystalline thermoplastic that comes in two different forms; it can be composed of homopolymers or copolymers. Homopolymer polypropylene is the most generic grade whereas copolymer polypropylene has varying degrees of ethylene mixed into it. Machining polypropylene may be more challenging than with other common plastics due to its tendency to gall and melt. Polypropylene’s excellent chemical resistance and fatigue strength make it especially useful for flexible parts and parts that are exposed to corrosive environments.

Polypropylene (PP) is a BPA-free, lightweight plastic with exceptional fatigue resistance and toughness. These properties make it a popular material for use in a wide range of applications across the automotive, packaging, and consumer product industries.
Machining Polypropylene (PP) at a Glance
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
BPA-free food containers, electrical equipment, household appliances | Low density, chemically resistant to a range of acids and bases, high fatigue resistance | Not suitable for high-temperature applications, degrades when exposed to UV light | Starting at 3 days | Medium ($$) | Standard ±0.010″; ±0.002″ are achievable; sub-±0.002″ are available after manual review |
Generic Polypropylene
While CNC machining in polypropylene is challenging due to its tendency to gall and melt, homopolymer polypropylene offers a range of benefits for CNC machined parts. Its slick surface makes it ideal for mechanical items like gears and its fatigue resistance means that thin features such as living hinges are easy to incorporate into designs.
Generic Polypropylene Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature (°C) | Melting Point (°C) |
|---|---|---|---|---|
25-40 | 100-600 | 65-75 | 100 @ 0.45 MPa | 160-170 |
Note: For reference only. Values can vary slightly depending on the grade, manufacturer, and filler.
Finishes
Polypropylene parts are a natural off-white color. PP does not accept surface finishes like paints very well. Its hydrophobic nature also makes it very difficult to dye.
As Machined: The most common surface finishing option for anyone CNC machining in polypropylene is to simply leave the part in an as-machined state. Machined faces may have visible tool marks.
Bead Blast: CNC machining in polypropylene tends to leave burrs on part edges and the polypropylene easily melts when in contact with the cutting tool, which can result in a sub-par surface finish. Bead blasting helps mitigate this by removing these minuscule imperfections with blasted media that also help remove tooling marks to produce a more consistent and uniform surface finish.
Cost-saving Design Tips
CNC machining in polypropylene can be cost-effective thanks to the low cost of the material. However, reducing excessive machine and post-processing time is critical to keeping costs low. One way this can be achieved is by keeping the tolerances standard:
+/- 0.010” for features of size (length, width, height, diameter)
+/- 0.010” for location (position, concentricity, symmetry)
Avoid calling out tighter tolerances when they are not necessary. This is especially important because machining plastics generates heat, which can cause the plastic to warp or lead to dimensional creep.
UHMW-PE CNC Machining
Ultra-high Molecular Weight Polyethylene, or UHMW Polyethylene and UHMW-PE for short, is a subset of HDPE (high-density polyethylene) compounds with some additional advantages.
About UHMW-PE for CNC Machining
The material’s extremely long polymer chains help improve its overall toughness. It has a friction coefficient comparable to Teflon, but with better abrasion resistance. CNC machining in UHMW-PE is similar to machining other engineered plastics.
UHMW-PE is an advanced engineering plastic with exceptional toughness, chemical resistance, and wear-resistance characteristics that are even better than steel. UHMW-PE is widely used in the automotive and marine industries. Its low porosity and chemical inertness also make it food-safe.
UHMW-PE At a Glance
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
Liners for chutes, chain guide profiles, dock bumper linings | Exceptional abrasion resistance, exceptional toughness, low friction coefficient | Not suitable for high temperatures, prone to creep due to low dimensional stability | Starting at 3 days | Medium ($$) | Standard ±0.010″; ±0.002″ are achievable; sub-±0.002″ are available after manual review |
Generic UHMW-PE
UHMW machining produces tough and abrasion-resistant parts, making it ideal for applications that are exposed to impact loads and abrasive materials. Common applications include wear plates and seals. UHMW-PE is susceptible to creep and is not ideal for applications in which the parts are under continuous stress.
General UHMW-PE Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature (°C) | Melting Point (°C) |
|---|---|---|---|---|
20-30 | 300-600 | 60-70 | 46-68 @ 0.46 MPa | 130-136 |
Note: For reference only. Values can vary slightly depending on the grade and manufacturer.
Finishes
UHMW-PE’s low friction coefficient makes it inherently resistant to coatings since the slick surface is difficult to bond to. We recommend leaving UHMW-PE in its as-machined state; however, Gazfull can accommodate media blasting and custom finishes if desired.
As Machined: This results in a finish with visible tool marks and surface roughness comparable to 125 uin Ra finish.
Bead Blast: UHMW-PE can be bead-blasted to remove any irregularities as a result of the cutting process.
Cost-saving Design Tips
Machining UHMW Polyethylene produces lightweight and low-cost components. Listed below are some additional budget-preserving tips.
Sub-assemblies: UHMW-PE can be purchased as sheet or bar stock in varying sizes. It may be beneficial to design parts as separate components that can then be assembled into the final part. It must be noted that UHMW-PE does not work well with adhesives but can be welded.
Additional DFM best practices: These include designing consistent corner radii, designing for larger features instead of multiple smaller features, and using standard tolerances of +/- 0.010.”
Nylon 6/6 CNC Machining
Nylon, generically polyamide, is a thermoplastic synthetic polymer. As a thermoplastic, it can be molded into various shapes via thermoforming. While nylon can be formed into fibers for rope and fabric, extruded, and injection molded, it has advantages when manufactured via CNC machining. Nylon has excellent thermal, mechanical, and chemical resistance properties when cut from solid stock.

Nylon 6/6 is a widely-used engineering plastic with good toughness, abrasion resistance, and hardness characteristics. Nylon 66 properties make it ideal for load-bearing mechanical components and as such, it is often a good substitute for metals. CNC machining in nylon 6/6 results in inexpensive, high-performance parts.
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
Structural components like gears, wheels, and consumer electronics casings | Abrasion resistance, moderately high-temperature resistance, high fatigue resistance | High moisture absorption that causes swelling | Starting at 3 days | Low ($) | Standard ±0.010″; ±0.002″ are achievable; sub-±0.002″ are available after manual review |
Nylon 6/6
Nylon 6/6, also written as nylon 6-6, nylon 6,6, or nylon 66, is a more crystalline version of nylon 6. It is also referred to as polyamide 66 or PA 66. It has improved mechanical properties due to its more ordered molecular structure. Nylon 6/6 material for machining has improved temperature resistance and lower rates of water absorption when compared to standard nylon 6. Typical applications include wear pads, guide wheels, and slide bearings.
General Nylon 6/6 Material Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature (°C) | Melting Point (°C) |
|---|---|---|---|---|
30-98 | 1-300 | 78-88 | 75-428 | 197-266 |
Note: For reference only. Values can vary slightly depending on the grade and manufacturer.
Finishes
As is the case with most plastics, the surface-finishing options are limited. This is especially the case with nylon, which cannot be easily plated. Furthermore, sanding produces a frayed surface that often looks worse than the machined surface. Some possible finishes are listed below:
As machined: CNC machining in nylon 6/6 will often leave an excellent surface finish. Gazfull machinists achieve this with sharp HSS (high-speed steel) cutting tools with appropriate high rake and relief angles.
Bead Blast: Nylon 6/6 can be further smoothed with bead blasting operations to achieve a lower surface roughness.
Dying: Nylon readily absorbs liquid, so dyeing is a common finishing option. Solvent dyes are used to dye the surface of the white nylon parts in various colors.
Cost-saving Design Tips
Nylon 6/6 is a relatively inexpensive engineering plastic, however, to further save on machining costs, try the following:
Keep parts simple: to minimize machining set-ups and reduce the cost of the machine required (in other words, using a 3-axis machine versus a 4-axis or 5-axis machine), keep the geometry as simple as possible. A part with complex geometry may be a better candidate for 3D printing in Nylon 12 via SLS (selective laser sintering) or HP Multi Jet Fusion.
Keep parts consistent: keep internal corner radii and tapped holes to consistent measurements to reduce the number of tool changes required by a manufacturer.
About Acrylic CNC Machining
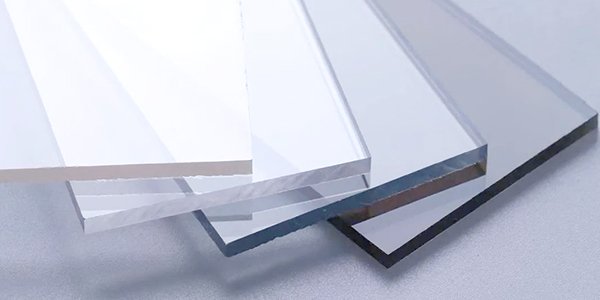
Acrylic is a thermoplastic known for its optical clarity, strength, and UV stability, making it a popular substitute for glass in many applications. It is lightweight, impact-resistant, and unlike other clear plastics, it does not discolor with prolonged exposure to sunlight.
Although it offers excellent strength and stiffness, acrylic is not suitable for high-temperature environments, especially when compared to glass. Due to these properties, machined acrylic is widely used in industries such as automotive and test and measurement.
Acrylic At a Glance
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
Instrument dials and vehicle lamp covers, light diffusers, transparent enclosures. Can be used as a low-cost and lightweight alternative to glass. | High impact resistance, optically clear, high UV resistance | Poor scratch and heat resistance, sensitive to certain chemicals (e.g., acetone, alcohol) | Starting at 3 days | Low ($) | Standard ±0.010″; ±0.002″ are achievable; sub-±0.002″ are available after manual review |
Acrylic
Acrylic is a tough material that has numerous benefits over glass. For one, acrylic can be easily machined whereas glass cannot. This gives you the option of CNC machining in acrylic when the task requires both complex geometry and high levels of optical clarity in the final part. Acrylic’s clarity makes it ideal for inspection windows, chemical testing hardware, and instrumentation covers.
General Acrylic Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature (°C) at 0.45MPa | Melting Point (°C) |
|---|---|---|---|---|
65-75 | ~2-10 | ~80-90 | 105-110 | 85-110 |
Note: For reference only. Values can vary slightly depending on the grade and manufacturing process. For critical applications, refer to specific material data sheets (e.g., from manufacturers like Plexiglas®, Acrylite®, or Lucite®)
Finishes
Surface finishes are rarely applied to CNC machined acrylic because most would impede the material’s inherent optical properties. In cases where a finish is needed, opt for one that enhances these properties.
Standard (As-Machined): Visible tool marks on any cut face will show as swirls.
Bead Blast: Makes the acrylic a matte frosted appearance and mitigates visible tool marks.
Custom Polishing: Acrylic can be polished for additional clarity through chemical processes or manual progressive wet sanding at additional costs. This can be requested by selecting “Other” on the Gazfull Instant Quoting Engine®.
Cost-saving Design Tips
Acrylic is a readily available material, but design within the limits of the material, as described below.
Design to standard sizes: Acrylic is typically supplied in sheets of varying thicknesses and extruded forms such as tubes and solid bars. Designing parts to fit within the dimensions of off-the-shelf sheet and bar stock will keep costs to a minimum. If the required part is too large, consider breaking it into multiple components that can then be glued or fastened together after machining.
Tolerancing: Achieving extra-tight tolerances with plastics like acrylic can be challenging. We recommend only calling out tolerances tighter than +/- 0.005″ for critical features to reduce the increased scrap, cost, and lead times associated with tight tolerances.
ABS CNC Machining
ABS, or acrylonitrile butadiene styrene, is a widely used thermoplastic that has become common due to its relatively low cost and excellent toughness. CNC machining in ABS is a cost-effective way to cut parts into custom shapes without the need for expensive molds, particularly for prototypes, jigs and fixtures, and low-volume production.
ABS (acrylonitrile butadiene styrene) plastic is used in a wide array of industries due to its low cost, manufacturability, and exceptional mechanical properties. It is found in a vast number of consumer products and is also used extensively in the automotive industry. CNC machined ABS exhibits remarkable toughness, rigidity, and shock absorbance characteristics, especially for such an inexpensive material.
ABS At a Glance
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
Product housings, fixtures and jigs, vehicle dashboards | High-impact resistance, low cost, chemical resistance | Not viable for high-temperature applications, damaged by solvents, poor UV stability | Starts at 3 days | Low ($) | Standard ±0.010″; ±0.002″ are achievable; sub-±0.002″ are available after manual review |
General ABS
ABS has good dimensional stability, excellent impact strength, and is easily machined. This makes CNC machined ABS ideal for applications that require low-cost and hard-wearing parts such as tool enclosures and casings.
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Rockwell R) | Heat Deflection Temperature (°C) | Melting Point (°C) |
|---|---|---|---|---|
40.7 | 53.4% | 107 | 97.4 | 267 |
Note: For reference only. Values can vary slightly depending on the grade and manufacturer.
Finishes
When working with our ABS CNC parts suppliers, machined ABS is typically available in beige (natural), white, and black colors. Other colors may be available through direct sourcing.
As Machined: CNC ABS parts are machined to specifications with minor tool marks or swirls on the surface of the material.
Bead Blast: For more matte parts, the surface can be bead blasted with fine glass beads to reduce shine. However, bead blasting plastics may cause uneven surfaces or may damage finely detailed features.
Cost-saving Design Tips
ABS is a very cheap plastic that is easy to machine and has excellent mechanical properties. To further save costs, engineers should avoid calling out excessively tight tolerances, as these can be more difficult to control in thermoplastics like ABS. Here are some other general design tips we recommend on CNC machined components:
Design features on the same axis planes: This will minimize the need for more costly 4- and 5-axis CNC machines.
Consistency is key: Keeping features such as internal corner radii and tapped holes consistent will also help save time and money on parts by reducing the need for tool changes.
Polycarbonate CNC Machining Service
Polycarbonate, or PC, is an amorphous thermoplastic. Its amorphous nature means that it tends to first soften before melting and does not have a set melting point. Gazfull machines polycarbonate in black or clear sheet and bar stock. Its clarity, shatter-resistance, and lighter weight make it an excellent replacement for glass. It also handles high temperatures better than acrylic. CNC machining in polycarbonate does not inherently yield optically transparent parts, however, so some further finishing is required.
PC (polycarbonate) is an engineering plastic with exceptional fracture toughness. It is able to hold up to impacts while simultaneously offering optical clarity, UV resistance, and higher-than-normal temperature resistance compared to other engineering plastics.
Generic PC (polycarbonate) at a Glance
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
Car headlight lenses, light diffusers, waterproof casings | High impact resistance, exceptional clarity, moderate temperature resistance (up to 275℉/135℃), exceptional fracture toughness | Scratches easily, poor chemical resistance | Starts at 3 days | Medium ($$) | Standard ±0.010″; ±0.002″ are achievable; sub-±0.002″ are available after manual review |
Note: For reference only. Values can vary slightly depending on the grade and manufacturer.
Generic PC (Polycarbonate)
CNC machining in polycarbonate is relatively popular. The material’s exceptional impact resistance makes it ideal for structural components. With nearly double the impact strength of ABS, polycarbonate exhibits one of the highest impact strengths of all the common engineering plastics. It is easily formed without cracking or breaking.
General PC Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature (°C) | Glass Transition Temperature (°C) |
|---|---|---|---|---|
40-154 | 3-233 | 90-95 | 57.2-208 | 142-152 |
Finishes
Only a limited range of surface finishes work on plastics. This is especially the case when CNC machining in polycarbonate because the material tends to scratch easily. Some possible finishes are listed below:
Vapor polishing: CNC-machined polycarbonate often comes out with tool marks on the surface. This is not ideal for applications that require optically clear components. Polishing, in general, is the process of removing tool marks or blemishes, and one of the more effective methods when it comes to polycarbonate is vapor polishing. This works by exposing the surface to a solvent that reacts and causes the surface layer to melt and flow. The process evens out the surface and fills in any tool marks.
Scratch-resistant coating: One disadvantage of polycarbonate is its propensity to scratch easily. Some coatings on the market help maintain the optical clarity of polycarbonate while improving its scratch resistance.
Cost-saving Design Tips
Polycarbonate is a relatively costly plastic. Listed below are some cost-saving design tips.
Sub-assemblies: PC for machining is supplied in either sheet or bar stock. As such, when CNC machining in polycarbonate, it is important to design parts with standard sizes in mind. Large parts machined from a single block of polycarbonate can become prohibitively expensive. Instead, consider designing separate sub-assemblies that will later bolt together or get fused via plastic welding.
Consistent features: Design with consistent features to reduce specialized tooling or tool switching.
PEEK CNC Machining
PEEK or polyetheretherketone is an advanced engineering plastic with a long list of beneficial properties. These include resilience at high temperatures, abrasion resistance, biocompatibility, resistance to ultra-high vacuum, exceptional chemical resistance, and suitability for CNC machining.

PEEK is a semi-crystalline thermoplastic that can continuously operate at temperatures up to 260°C and is highly chemical resistant. It must be noted, however, that some acids like sulphuric acid will dissolve the material. CNC machining in PEEK is a common way to manufacture parts for use in extreme environments that require mechanical strength, chemical stability, and/or high-temperature resistance. Applications include components for the medical, aerospace, and automotive industries.
PEEK at a Glance
| Application | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
Bearings, washers and gears, spinal implants, surgical tools | Hydrophobic, minimal outgassing in high vacuum conditions, biocompatible | High cost, biocompatible but does not readily bond to bone | Lead time for PEEK parts starts at 3 business days | High ($$$) | Machining tolerances of +/- .001” (+/- 0.025 mm) are achievable |
Generic PEEK
Machining PEEK allows for a wide array of applications that take advantage of this material’s exceptional properties. PEEK has very few downsides when compared to other engineering plastics. One advantage that sets it apart is its heat resistance. It can operate at high temperatures for longer than most other plastics. Additionally, PEEK is hydrophobic, so it does not readily absorb water, and it also outgasses very little under vacuum conditions. This stability is a great asset. PEEK’s uses include medical applications for temporary implants all the way to aerospace components exposed to extreme vacuum.
General PEEK Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature (°C) | Glass Transition Temperature (°C) |
|---|---|---|---|---|
65-120 | 1.5-110 | 62-89 | 182-210 | 143-155 |
USP Class VI PEEK (TECAPEEK)
PEEK rated for USP Class VI, such as TECAPEEK MT, are biocompatible variants specifically designed for use with medical technology. It is characterized by very high chemical resistance, resistance to various sterilization methods, and ability to retain its mechanical properties in high temperatures. Medical grade peek is often used for medical applications and devices where limited contact with skin and tissue will be needed. USP Class VI PEEK is also desirable for medical use due to its ability to sustain many sterilization cycles without degrading.
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Rockwell M) | Heat Deflection Temperature (°C) | Glass Transition Temperature (°C) |
|---|---|---|---|---|
96.5-110 | 30-50 | 94-99 | 160 | 150 |
Peek GF30
PEEK GF30 is a 30% glass filled variant of PEEK. Compared to generic unfilled PEEK, GF30 has superior rigidity and increased mechanical strength. Glass reinforced PEEK also has increased dimensional stability and creep strength. This material is well suited for parts that experience high static loads in higher temperatures. PEEK GF30 is less suitable for bearing or wear applications due to the abrasive effect the glass fibers have on mating surfaces.
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Rockwell M) | Heat Deflection Temperature (°C) | Maximum Service Temperature (°C) |
|---|---|---|---|---|
101-157 | 2.2-5 | 103 | 316 | 260-300 |
Finishes
PEEK parts are naturally an opaque grey or beige. Given PEEK’s polymeric structure, paints and coatings are difficult to bond to its surface. However, thanks to its inherent chemical resistance, it is often acceptable to leave parts as machined.
As Machined: PEEK is easily machined and can achieve smooth surface finishes. Gazfull offers auto-quoting of surface roughnesses as small as 32uin Ra for PEEK but can quote even lower values with a manual review.
Bead Blast: Any undesirable tool marks may be removed by mechanically abrading the surface with glass beads.
Cost-saving Design Tips
Due to the material’s high cost, manufacturing overhead costs must be minimized. One method to help manage the cost of CNC machining in PEEK is by requesting annealing during fabrication. This may reduce surface and internal cracking, which will reduce scrap rate and reduce overall costs for the manufacturer.
Teflon (PTFE) CNC Machining
PTFE, or polytetrafluoroethylene, is a fluoropolymer-based thermoplastic made up entirely of carbon and fluorine atoms. It is commonly known by its DuPont trade name, Teflon. Teflon’s temperature resistance properties are among the highest of all common engineering plastics. It’s also exceptionally corrosion-resistant thanks to its fluoropolymer chemical makeup. CNC machining in PTFE-Teflon is CNC machining PTFE-Teflon is relatively easy due to its low strength and relative softness, though it may be difficult to maintain high levels of precision.

PTFE-Teflon is distinguished from most engineering plastics because of its very high melting point, low friction coefficient, and is chemically inert. These unusual properties have landed PTFE-Teflon coatings their well-known role in non-stick cookware and additional applications in the food and beverage, petrochemical, medical, and electrical components industries.
Generic PC (polycarbonate) at a Glance
| Applications | Advantages | Disadvantages | Lead Time | Price | Tolerances |
|---|---|---|---|---|---|
Medical implants, pipe coatings for corrosive chemicals, electrical component insulation | Food-safe, hydrophobic, high-temperature resistance, low friction coefficient | Creates toxic fumes when overheated, poor abrasion resistance | Lead times start at 3 days. | Medium ($$) | Standard tolerance is +/- 0.010” ; +/- 0.001″ tolerances are achievable. |
Virgin PTFE-Teflon
Despite the material’s use primarily as a coating, some medical implants are manufactured via CNC machining in PTFE-Teflon. Teflon is inert and therefore medical implants made from this material are not rejected by the body. Its low friction coefficient makes it ideal for sliding-contact components like bearings.
General PTFE-Teflon Properties
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature (°C) | Melting Temperature (°C) |
|---|---|---|---|---|
9-30 | 300-400 | 55-65 | 115 | 330 |
Note: For reference only. Values can vary slightly depending on the grade and manufacturer.
Finishes
Teflon is highly resistant to coatings due to its nature as a non-stick surface. Teflon tends to leave burrs on machined edges, but Gazfull automatically removes these before shipping the finished product.
As Machined: It is best to leave the part in its machined state.
Bead Blast: For a smoother finish and to remove irregularities, parts may be bead blasted for a uniform surface smoothness.
Cost-saving Design Tips
CNC machining in PTFE-Teflon can be challenging, especially if tight tolerances are required. As such, it is important to ensure that the machining process is as hassle-free and quick as possible.
Design features on the same axis planes: This will minimize the need for more costly 4- and 5-axis CNC machines.
Consistency is key: Keeping features such as internal corner radii and tapped holes consistent will also help save time and money on parts by reducing the need for tool changes.
Garolite G-10 for CNC machining
Garolite is a thermoset composite made from fiberglass and phenolic epoxy resin. As a thermoset, garolite cannot be melted and reformed. If it is heated above its peak operating temperature, it breaks down chemically and will not retain its properties once cooled. This makes injection molding in garolite impossible. CNC machining in garolite is the only method of manufacturing complex parts with this material.
Garolite is a glass-reinforced epoxy composite with a high strength-to-weight ratio and excellent corrosion and moisture resistance, making it ideal for marine applications. It is also fire-resistant and a great electrical insulator, making it a material of choice for electronic circuit board substrates.
Garolite G-10 (FR4)
CNC machining in Garolite G-10 (FR4) produces parts that are ideal for corrosive or high-moisture applications. Typically, these combinations of environmental conditions are found in the marine industry, where garolite is used for engine components such as mounting brackets and applications that require electrical insulation and mechanical strength.
Gazfull offers garolite in both G-10 and G-10 FR4 grades. FR4 is a fire-retardant grade of Garolite G-10 with a flammability rating of UL94 V-0. Both grades share similar material properties except for the better flammability rating FR4 offers. In most cases, G-10 FR4 can be safely substituted when G-10 is called for; however, you should not substitute G-10 when FR4 is required.
General Garolite G-10 (FR4) Material Properties
| Tensile Strength, Yield (MPa) | Compressive Strength (MPa) | Hardness (Rockwell M) | Flammability Rating | Continous Operating Temperature (°C) |
|---|---|---|---|---|
262-310 | 448 | 110 | UL94 V-0 | 140 |
Garolite G11 (FR5)
Similar to G-10, garolite G-11 (FR5) is a glass-epoxy laminate material. G11 is a better thermal insulator than G10 and can withstand higher operating temperatures as a result. This makes it a great choice for mechanical or electrical applications that will be used in high-temperature environments.
General Garolite G11 (FR5) Material Properties
| Tensile Strength, Yield (MPa) | Compressive Strength (MPa) | Hardness (Rockwell M) | Flammability Rating | Continous Operating Temperature (°C) |
|---|---|---|---|---|
255-295 | 434 | 112 | UL94 V-0 | 150 |
Finishes
Garolite is typically a green to yellow-green material but is also sold in black. It does not take well to polishing due to its fibrous composition. Typically, polishing its matte surface finish will not buff out to a shine.
As Machined: Garolite generally has a smooth matte finish after machining. This means that parts left in their as-machined state won’t compromise the aesthetic appeal.
Bead Blast: Parts manufactured in garolite can be bead blasted to remove any uneven surfaces produced during machining.
Cost-saving Design Tips
Garolite is a high-cost engineering plastic, and as such, it is important to limit manufacturing costs where possible.
Design to standard stock sizes: Garolite is limited to bar, rod, tube, and sheet stock. When designing parts out of this material, take care to first learn the available stock sizes, then design to meet those constraints. Less material removed to achieve the final dimensions means increased cost savings both in terms of wasted material and time spent machining. CNC machining in garolite requires diamond or superalloy tooling, so it’s an expensive material to machine.
PVC CNC Machining
PVC is one of the most widely used engineering plastics. It generally comes in two forms: plasticized and unplasticized PVC. Unplasticized PVC is used in rigid parts like pipes and fittings. CNC machining in PVC is generally done with this rigid version of the material. Plasticized PVC is used in applications that require flexibility like cables or small tubes.

The production of PVC uses fewer nonrenewable raw materials by volume than most other plastics, making it one of the greenest plastics available. CNC machining in PVC is similar to that of other engineering plastics, and thanks to its rigidity and hardness, it machines relatively easily.
Machining PVC results in low-cost parts that have excellent mechanical properties and come with the added benefit of being resistant to the elements. The material’s moisture and UV resistance make it attractive for applications like piping and pipe fittings.
Rigid / Unplasticized PVC
| Tensile Strength, Yield (MPa) | Elongation at Break (%) | Hardness (Shore D) | Heat Deflection Temperature (°C) | Flammability Rating (UL 94 (1.5 mm)) | Color |
|---|---|---|---|---|---|
45.6 | 110 | 80 | 72.5 | HB-5VA | Gray |
Finishes
Unlike most other engineering plastics, PVC can be readily painted both for aesthetic purposes as well as to further increase its outdoor lifespan. It must also be noted that though its mechanical properties remain consistent, transparent PVC tends to discolor over time when exposed to the sun or other UV sources.
Painted: PVC can be painted as long as the paint does not contain solvents that attack polyvinyl chloride. Ensure that your paint has been formulated to work on PVC without degrading its mechanical properties.
As Machined: PVC is readily machined and produces a smooth, relatively shiny surface finish without the need for any additional operations.
Cost-saving Design Tips
CNC machining in PVC produces lightweight and low-cost components. Nevertheless, the following tip can help minimize costs even further:
Subassemblies: PVC is available as sheet or bar stock in varying sizes. Plan on your design such that you can create components from these stock sizes and assemble them later into the final part. PVC glues are easy to obtain and can be used to cost-effectively create complex parts from multiple sub-assemblies.
CNC plastics follow the same design conventions as CNC machined metals, so use machining design best practices whenever possible.